商品信息
基本参数
- 产地湖北
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
- 品牌武汉格瑞斯
- 型号GRS-UWL11A
- 控制方式脚踏
- 作用原理其他
- 电源类型交流电源
- 是否数控是
- 焊接管直径可定制mm
- 焊接管壁厚可定制mm
- 焊接速度无m/min
- 额定总功率800kw
- 工作电压220V
- 适用材质金属
- 样式悬挂式
- 负载持续率无%
- 提供加工定制是
- 频段中频
- 焊接方式其他
- 动力形式超声波
- 焊接原理其他
- 加工精度其他
- 最大焊接厚度0.6mmmm
- 重量60KGkg
- 外形尺寸无mm
- 产地深圳
- 厂家武汉格瑞斯
产品简介:
产品详情:1.技术参数
1电源电压:工频ac220v(+5%-10%),50/60hz
2气压尺寸:气源大于0.6mpa
MAX输出功率:800w
功率调整范围:55%-85%
声波输出频率:40khz
焊头有效性工作路程:20mm
换能器视在功率:800w
预载时间:0.01――9.99s可调
焊接时间:0.01――9.99s可调
10.固化时间:0.01――9.99s可调
2.概述
为了便于使用,PLC用以程序组支配,并且不同型号的0-99组焊接参数分别存储,并且可以用完相应的数值调(diao)组。恰当的参数并按确认键运转。如果某组的焊接功效不好,可以单独改动参数,但其他参数不会受到影响。克服了在调整过程中调整机器变动模型的繁琐操作生产过程。每个模型的产品成功调试和焊接后,将存储参数。焊接某种产品时,可以调用相应的特定参数来运转。焊点耐高温,不用任何焊接附件。超声波金属焊接是一种焊接方式,
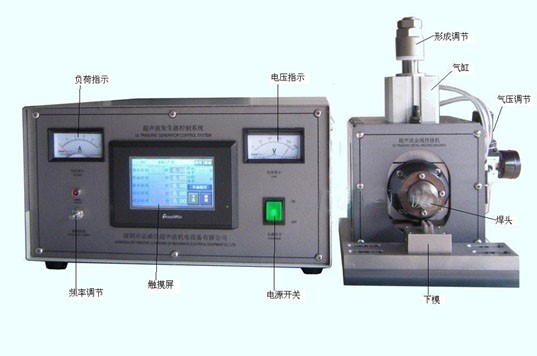
3.构造与工作原理
该机器由五个部分构成:电气系统,气动系统,能量转换系统,电源系统和机架。
该机的工作原理是:运用压电陶瓷换能器产生超声波,转换效率高,工作性能平稳,对要焊接的热焊接硬件零件强加高频振动,造成金属铸件表面和内部分子互为摩擦。两个焊接部分接触点的温度急遽升高。当温度和摩擦足以变动金属内部分子时,在两个焊接部分的接触表面上会形成一层熔融层,并且在振动终止后,在保压时间内,焊接头吸收了加热并加快焊接零件的冷却,从而形成均匀的焊接。
4.超声波金属点焊机型号规格比较表:
模型
参数
GRS-UWL11A
额定功率(w)
800
1000
3000
1000
工作频率(KHZ)
40
20
20
20
电源(v)
220
220
220
220
焊接时间(s)
0〜9.99
0〜9.99
0〜9.99
0〜9.99
焊接材质(MM)
0.05〜0.1铜箔
0.05〜0.25铝箔
0.05〜0.2铝镍带
0.05〜0.2铜箔
0.1〜0.3铝箔
0.05〜0.2镍片
0.1〜0.4铜箔
0.1〜0.6铝箔
0.1〜0.3镍片
0.1〜0.6不锈钢板
0.05〜0.2铜箔
0.1〜0.3铝箔
0.05〜0.2镍片
加压(Mpa)
0.3〜0.5
0.3〜0.5
0.35〜0.6
0.3〜0.5
五,操作说明
机器操作过程:检查机器→插上连接线→调整声波→对焊压模→调整参数
1采用前的准备工作:
2拆开超声波点焊机的包装后,检查控制器,指示器,电路和表面是不是损坏,敞开电箱,观察构件是不是由于运输而松动。
3点焊机应安装在合适的位置,并且应与热源隔开,距离焊机背面最少0.2米,以确保通风平顺和排气畅通无阻。
4检查机箱标签上显示的电压要求,并确保接地不错。
5将机器连接到电源和空气源,请注意首先关闭电源开关。
6空气管道连接至干燥且无润滑剂的压缩空气源,压力为表压,即0.6mpa。
7将下降速度控制器调整到较低的速度位置(将压力调节器设置为0.15mpa)。
8插入电线后,机器电源敞开并且机器运转正常,请首先单击超声测试,在调试正常后,继续执行下一步。
9超声波调试正常后,调整焊接模具的位置,然后在调整到正确位置后设置程序参数。
10程序时间参数设置:预载时间,焊接时间,保压时间,延期时间,超声波时间。在调整机器的过程中,须要将测试参数设置为小于适用参数,并日益增加直到焊接是完美的效用。首度调整机器时,焊接时间不能设置太长,一般以S0.15为基本,否则会损坏机器和焊头。